Зачем нужна зачистка листового металла после резки
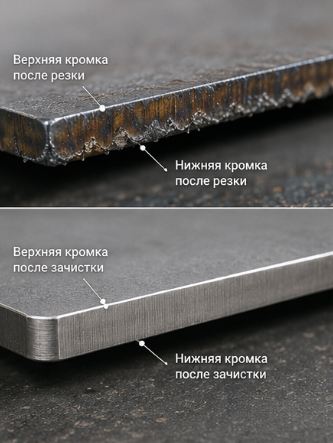
Любой термический процесс оставляет след по обеим граням. Сверху – тонкая корка окисления. Снизу – грубый наплыв расплава, окалина и цвета побежалости.
Если эти следы не убрать, изделие выглядит как полуфабрикат и хуже идет на следующие операции. Краска ложится неровно, сварные швы дают поры, гибочный пресс оставляет трещины. Заказчик возвращает партию из-за острых краев.
Какие дефекты удаляют при двухсторонней обработке деталей
На верхней грани после лазера остается тонкая корка окисления и легкий наплыв. На нижней – более грубый грат и натеки расплава. Между ними – риски от струи и боковой наклеп. Перечислим главные дефекты, которые снимает двусторонний цикл.
- заусенец по верхней и нижней кромке листа;
- грат и натеки расплава после плазмы и кислородной струи;
- оксидный слой и цвета побежалости вдоль линии прохода;
- легкие риски (царапины) и борозды от струи;
- скругление острых углов до радиуса 0,3-0,8 мм.
Каждый из этих следов снимает своя оснастка. Тонкий наплыв убирают щеточные модули. Окалину снимает шлифовальная лента крупной зернистости. Цвета побежалости уходят под тонким абразивом или нетканым полотном.
Когда нужна зачистка с двух сторон и как она выполняется
Такая схема нужна там, где следующая операция работает с обеими гранями. Это покраска по всему контуру, оцинковка, гальваника, сборка с двойным сварным швом, открытые декоративные изделия из нержавейки.
Технология реализована на машинах с двумя рабочими модулями – сверху и снизу транспортера. Лист идет через линию один раз, и две группы абразивных узлов одновременно снимают дефекты с обеих сторон. Это в 2-3 раза быстрее, чем дважды прогонять партию по одностороннему комплексу.
Для тонкого листа 0,5-3 мм подходит компактная линия с щеточными головками. Для проката 3-10 мм нужны ленточно-шлифовальные модули с усиленным прижимом. На толстом листе от 10 мм работают тяжелые комплексы.
Чем автоматизированная зачистка отличается от ручной
Ручной труд на участке двусторонней обработки – это два слесаря с угловыми машинками. Сначала проходят верх, потом низ. На партии 500 деталей в смену уходит две смены и три комплекта расходников.
Автоматизированная обработка меняет картину. Линия проходит ту же партию за смену с одинаковым усилием прижима, без пауз и потери внимания к концу дня. Один оператор закрывает загрузку и выгрузку.
Для оптового клиента это означает три преимущества. Стабильное качество на каждой позиции. Скорость подачи в 5-10 раз выше ручной. Меньше травматизма и пыли в рабочей зоне. На объемах от 200 изделий в смену автоматика отбивается уже на втором квартале.
Как подобрать оборудование под задачу производства
Подбор строится по четырем параметрам. Их стоит проговорить с технологом до закупки.
- сплав и толщина проката – задают мощность приводов и тип абразива;
- максимальные габариты заготовок – определяют ширину прохода и длину стола;
- объем партии в смену – влияет на класс машины и схему транспортера;
- требуемый класс поверхности на выходе – задает финишные модули.
По этим ответам мы подбираем модель, конфигурацию узлов, тип аспирации и комплект оснастки. Под тонкий лазерный наплыв подходит щеточный станок с двумя независимыми головками. Под толстый прокат и плазменный грат нужна линия с предварительной шлифовальной лентой и финишным валиком.
Если хотите подобрать конкретный комплекс под свой цех или протестировать линию на типовых деталях, отправьте нам параметры участка и образцы. Мы проведем замеры, предложим конфигурацию под вашу нагрузку, согласуем сроки поставки и сопровождаем запуск оборудования на вашей площадке.